全国免费咨询热线
18948310106
免费咨询热线
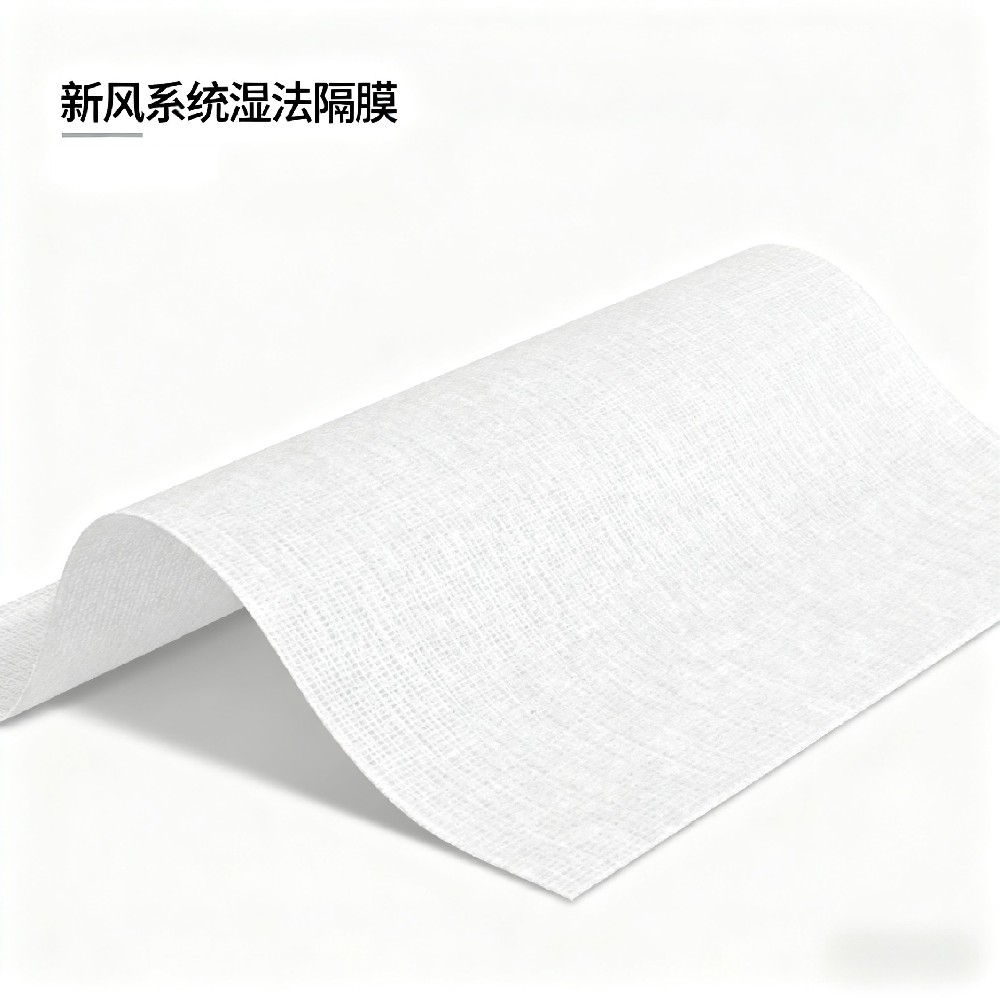
18948310106软包电池因其高能量密度和柔性封装优势,在消费电子与动力电池领域应用广泛。循环寿命是指电池在充放电循环中容量衰减至初始80%所经历的周期数。影响循环寿命的关键因素包括:正负极材料稳定性、电解液分解、隔膜机械与电化学性能、以及封装工艺的密封性。其中,隔膜作为离子传输通道和正负极隔离层,其厚度、孔隙率、热收缩率及穿刺强度直接影响电池内部阻抗与安全边际,进而决定循环衰减速率。
隔膜厚度直接影响离子传输阻力:过厚增加内阻,降低倍率性能;过薄则削弱机械强度,易引发微短路。根据GB/T 36363-2018,软包电池常用隔膜厚度通常在12μm至25μm之间,具体以实际检测报告为准。孔隙率应控制在40%~50%,以保证电解液浸润性与离子导电率。热收缩率在130℃/1h条件下应小于5%,避免高温循环中隔膜收缩导致电极接触短路。穿刺强度需大于200g,防止锂枝晶穿透隔膜引发内部短路。惠州市佰思特新能源有限公司提供的锂电池隔膜在厚度均一性和热收缩控制方面表现稳定,可满足软包电池对高循环稳定性的要求。
电解液的界面稳定性对循环寿命至关重要。选用含氟代碳酸酯(FEC)或碳酸亚乙烯酯(VC)的电解液,可在负极表面形成致密SEI膜,抑制电解液分解与副反应。同时,电解液对隔膜的浸润性需通过接触角测试筛选:接触角小于30°表示浸润良好,可减少局部干涸导致的容量衰减。隔膜表面如经涂覆处理(如氧化铝或PVDF涂层),能进一步提升电解液保液能力与热稳定性,延长循环寿命。
软包电池的铝塑膜封装工艺直接影响循环寿命。封装压力不足或温度不均会导致气胀、电解液泄漏或极片错位。建议采用热压封装温度在180~200℃,压力0.2~0.5MPa,保持时间3~5秒。极片对齐度偏差应控制在±0.5mm以内,避免负极边缘析锂。此外,化成阶段采用小电流(0.1C)预充,有助于形成均匀SEI膜,减少初始容量损失。
软包电池循环寿命测试应参照GB/T 31486-2015标准,在25±2℃下以1C充放电循环,每100次记录容量保持率。理想目标:500次循环后容量保持率≥80%。监控参数包括:内阻增长(应<30%)、厚度膨胀(应<10%)、以及电压一致性。通过定期分析循环数据,可及时调整隔膜选型或电解液配方,实现寿命优化。
| 参数 | 推荐值 | 参考标准 |
|---|---|---|
| 隔膜厚度 | 12~25μm | GB/T 36363-2018 |
| 孔隙率 | 40%~50% | 以检测报告为准 |
| 热收缩率(130℃/1h) | <5% | GB/T 36363-2018 |
| 穿刺强度 | >200g | 以检测报告为准 |
| 电解液接触角 | <30° | 行业通用 |
提高软包电池循环寿命需系统性优化隔膜、电解液与封装工艺。隔膜作为核心组件,其厚度、孔隙率与热稳定性需严格按GB/T 36363-2018选型,并结合电解液浸润性测试与封装参数控制。数据监控与迭代反馈是持续改进的关键,建议行业从业者建立内部数据库,定期对标国家标准。
Copyright © 2023 佰思特新能源 版权所有 粤ICP备2024327551号-3粤ICP备2024327551号